مقالات
در این مقاله به بررسی نکات کاربردی در استفاده از ابزار پزشکی پرداخته شده است با ما همراه باشید:
کار با ابزارهای جدید
ابزارهای جدید مستقیماً از کارخانه و ابزارهای بازگردانده شده پس از تعمیر، باید قبل از ذخیرهسازی و یا وارد شدن به مدار ابزار، از بستهبندی حمل و نقل خارج شود. درپوش یا فویل محافظ را بردارید. علاوه بر این، باید قبل از استفادۀ اولیه، آنها را در کل مدار پردازش مجدد مورد استفاده برای ابزارهای معمول قرار داد. مرحلۀ پاکسازی، تحت هیچ شرایطی نباید حذف شود، زیرا باقیماندههای روی ابزارها، مانند: مواد بستهبندی یا مواد مراقبتی بیش از حد میتوانند به تشکیل علائم و رسوباتی در طول استریلیزاسیون منجر شوند. بازرسی بصری نتایج پاکسازی نیز ضروری است. ابزارها باید از نظر ظاهری تمیز باشند. ابزارهای کاملاً جدید با یک لایۀ غیرفعال نازک میتوانند با حساسیت بیشتری نسبت به ابزارهای قدیمی استفاده شده، در مقابل شرایط بحرانی پردازش مجدد واکنش نشان دهند.
ابزارهای جدید مستقیماً از کارخانه و ابزارهای بازگردانده شده پس از تعمیر، تنها باید در اتاقها و کابینتهای خشک و در همان دمای اتاق نگهداری شوند. در غیر این صورت، احتمال آسیب خوردگی ناشی از مواردی چون: تشکیل میعانات حاصل از نوسانات دمایی در داخل بستهبندی سنتتیک وجود دارد. به هیچ عنوان نباید ابزارها را در مجاورت مواد شیمیایی نگهداری کرد؛ زیرا آنها میتوانند بخارات خورنده (مانند: کلر فعال) را به دلیل مواد تشکیلدهندۀ خود آزاد کنند.
ابزارهای جراحی میکروسکوپی باید در قفسهها یا اتصالات مربوطه قرار گیرند تا از آسیبدیدگی در هنگام پردازش مجدد ابتدایی جلوگیری شود.
ابزارهای الاستیک باید در بستهبندی اصلی و در شرایط خنک، تاریک و خشک نگهداری شوند. هنگام انبار کردن ابزارها به یاد داشته باشید که ابزارهای الاستیک از جنس لاستیک یا لاتکس حتی در زمان نگهداری نیز در معرض فرسودگی قرار میگیرند. غالباً اجزای عملکردی سیستمهای تنفسی دارای دریچهها یا غشاهایی هستند که ممکن است پس از نگهداری طولانیمدت چسبنده شوند. حتماً باید قابلیتهای عملکردی این دریچهها یا غشاها را قبل از استفاده بررسی کرد.
استفاده از فراصوت
فراصوت به طور خاص، به عنوان مکملی برای پاکسازی ابزارهای فولادی ضد زنگ و مواد سنتتیک سخت مناسب است. میتوان ابزارهای حساس مکانیکی (ریزجراحی، ابزارهای دندانپزشکی) را به آرامی و به طور کامل با استفاده از امواج فراصوت تمیز و ضدعفونی کرد. تجهیزات فراصوت با کارایی بالا حتی میتواند کثیفیهای خشک شده در مکانهای غیرقابل دسترس را نیز جدا کند.
باید نکات زیر را برای بهرۀ حداکثری از مزایای فراصوت در نظر گرفت:
- حوضچه باید طبق دستورالعمل سازنده پر شود.
- باید یک شویندۀ مناسب یا ترکیبی از مواد ضدعفونی کننده / شوینده به آب اضافه شود.
- هنگام استفاده از مواد ضدعفونیکننده و شویندهها باید غلظت، دما و زمان فراصوت، مطابق دستورالعمل سازنده با یکدیگر تنظیم شوند.
- پر کردن حوضچه با آب گرم توصیه میشود.
- دمای بالای 50 درجۀ سانتیگراد به دلیل دناتوره شدن پروتئین، میتواند به لخته شدن خون منجر شود.
- محلول ضدعفونیکننده یا شویندۀ تازه تهیه شده باید قبل از استفاده گاززدایی شود.
حتی در صورت آمادهسازی حوضچه بر طبق مشخصات نیز باید یکسری اقدامات اساسی را برای جلوگیری از اشتباهات انجام داد:
- ابزارها باید کاملاً در محلول پاکسازی غوطهور شوند.
- ابزارهای دارای لولا و قیچی، باید قبل از تیمار فراصوت باز شوند تا سطح مقطع پوشش داده شده به حداقل برسد.
- ابزارها باید تنها روی سینیهایی قرار گیرند که مانع عملکرد فراصوت نمیشوند (مانند: سینیهای توری سیمی).
- ابزارها و یا قطعات با سطح مقطع وسیع باید به گونهای قرار گیرند که باعث ایجاد سایهزنی اسپری یا مناطق فاقد سونیکاسیون نشوند. این موارد باید به صورت عمودی یا روی سایر وسایل قرار بگیرند.
- سینیها نباید بیش از حد بارگذاری شوند.
- از آنجا که بار آلودگی زیاد باعث تأثیر منفی بر عملکرد و خوردگی میشود، پر کردن مجدد محتویات حوضچه مطابق با شرایط استفاده توصیه میشود.
- برای پاکسازی تجهیزات فراصوت با کارایی بالا، زمان پاکسازی حدود 3 دقیقه در فرکانسهای 35 کیلوهرتز کافی است.
- برای ضدعفونی و پاکسازی همزمان، از محصولات مناسب با رعایت غلظت و زمان مواجهۀ توصیه شده استفاده کنید.
آندوسکوپهای انعطافپذیر نباید در حوضچۀ فراصوت تیمار شوند. میتوان لوازم جانبی (دریچهها، کلاهکها، محافظهای گاز گرفتن، پنس) را در حوضچۀ فراصوت تمیز کرد. اثربخشی فراصوت در مورد ابزارهای الاستیک محدود است. اجزای عملکردی سیستمهای تنفسی نباید در حوضچۀ فراصوت تحت پردازش مجدد قرار بگیرد.
مشکلاتی که پس از تیمار طولانیمدت رخ میدهد:
- محلهای اصطکاک روی سطح
- آسیب به آببندیهای لحیم
- شل شدن پیچها
- شکستگی لبههای برش (به ویژه در مورد درجهای فلزی سخت)
- ترکخوردگیها و شکستگیهای احتمالی
پردازش مجدد با توجه به CJD
در برخی کشورها، پردازش مجدد «ضد پریون» دستگاههای پزشکی برای موارد خاص (بیمار مشکوک به بیماری «کروتزفلد-ژاکوب» ) توصیه میشود (به عنوان مثال: غوطهورسازی در محلول هیدروکسید سدیم 1 مولار).
میتوان ابزارهای جراحی استاندارد ساخته شده از فولاد ابزار را به طور ایمن با محلول هیدروکسید سدیم (NaOH) ضدعفونی کرد. سایر مواد به شرح زیر به تیمار با NaOH پاسخ میدهد:
آلومینیوم (به عنوان مثال: چکشها): حملۀ خوردگی
LCP (به عنوان مثال: دستۀ اسکنه): مشکلی نیست (حساسیت به فرورفتگی افزایش مییابد).
تختۀ سخت (به عنوان مثال: دستۀ اسکنه): مشکلی نیست.
تیتانیوم: تغییر در رنگ اکسیداسیون، سیاه شدن.
سیلیکون: شکننده شد.
PEEK (به عنوان مثال: اجزای MIS): مشکلی نیست.
ابزارهای با روکش کروم: مشکلی نیست، با پوشش سالم (!)
نقره (به عنوان مثال: پروب، کانول): مشکلی نیست.
قلع (به عنوان مثال: پروب): بدون مشکل در مقادیر pH کمتر از 5/12 با محلول هیدروکسید سدیم در pH تقریبی 14
خوردگی
روکش روی پنسهای HF: مشکلی نیست.
روکش TiAIN: جدا شدن روکش
ارزیابی «مشکلی نیست»، به این معنی است که عمر عادی سرویس به طور قابل توجهی تحت تأثیر قرار نمیگیرد. دستگاههای دارای لحیمکاری نرم / سخت، مکانهای چسبنده و شیشهای کم و بیش تحت تأثیر قرار میگیرند و بسته به میزان آسیب باید تعویض شوند. شناسایی هرگونه تغییر، مستلزم بازرسی دقیق بصری و آزمایش عملکردی است.
زمان نگهداری طولانیمدت در طول استریلیزاسیون با بخار، باعث هیچ گونه تغییری در مواد ابزار نمیشود.
نمونههایی از آسیب ابزارهای جراحی
روکش کنده شده: شکل زیرابزاری با روکش کروم را نشان میدهد که قسمتهایی از پوشش آن کنده شدهاند. میتوان به وضوح مشاهده کرد که پوسته پوسته شدن در مراحل مختلف رخ داده است و شواهد قدیمیتر (محلهای تیره) و جدیدتر (محلهای روشن) این امر قابل مشاهده است. اگر پوشش در هر مکانی باز شود، تأثیرات اعمال شده بر مدار ابزار میتواند به پوشش نفوذ کند و در نتیجه، به جدا شدن بیشتر این لایه منجر شود. این امر با خطری جدی همراه است؛ زیرا در مواردی چون حین عمل رخ میدهد و استانداردهای بهداشتی ضروری نیز تضمین نمیشود.

ابزار با روکش کروم و دارای بخشی از روکش از دست رفته
«کندهکاری»: لایۀ غیرفعال، توسط کندهکاری مورد نفوذ قرار گرفته است. کندهکاری روش شناسایی مناسبی نیست.

ابزار کندهکاری شده
خوردگی اولیه: باید از طریق بازرسی دقیق بصری (حتی در مکانهایی که به سختی امکان بازرسی بصری را دارند) شناسایی شود.

خوردگی شاخک چنگک

خوردگی ضامن قفل
تنها از تجهیزات پزشکی استفاده کنید:
فرد انجام دهندۀ پردازش مجدد با انجام این کار بر روی دستگاه غیرپزشکی، نقش سازنده را بر اساس قوانین معتبر بر عهده میگیرد.
شکل زیر، سنجاق قفلیهای غیر تجهیزات پزشکی را پس از پردازش مجدد نشان میدهد. تغییرات ناشی از خوردگی به وضوح مشخص است!

سنجاق قفلیهای زنگ زده
آزمایش ابزارهای جراحی، به عنوان ابزاری برای تصمیمگیری در خرید
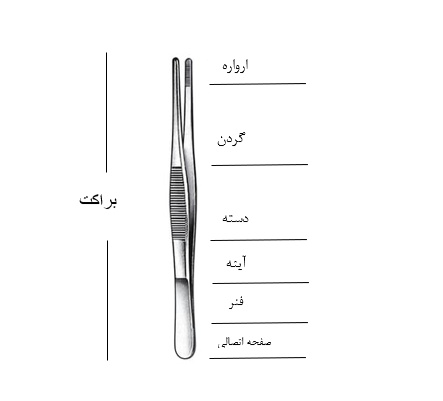
معیارهای آزمایش پنس مستقیم
بخش اداری؛ باید توسط سازنده تأیید شود.
کیفیت فولاد: برآورده شده است.
درجۀ فولاد مطابق با ISO 7153-1
سازگاری شیمیایی برابر است با:
X15Cr13 Material-Nr.:1.4024
X20Cr13 Material-Nr.:1.4021
مقاومت در برابر خوردگی مطابق با EN ISO 13402
پس از مهار غیرفعالسازی مؤثر شیمیایی قابل تأیید، طبق گزینش ASTM: یک 380-06 انجام شده است
بخش عملی؛ باید توسط کاربر اثبات شود.
سطح:
کل سطح باید عاری از سوراخ، سوراخهای ریز، درزها، ترکها، چینخوردگیها، شیارها، پوستههای آهنگری، زغالی شدن سطح، گریس اسیدی و بقایای محیطهای ساینده و صیقلدهنده باشد
نمونههایی از درزها و چینها:


تمام سطح ابزار، از جمله سطح عملکردی باید ظاهری یکنواخت داشته باشد.
برچسب زدن:
مقاوم در برابر خوردگی، ضد سایش و خوانایی مناسب
شکل:
یکنواختی باید تضمین گردد تا هدف استفاده از هر ابزار ایمن شود.
لبههای آرواره تا سطح دندانهها بدون سوراخ هستند.

نقاط آروارهای متقارن هستند، به طور یکنواخت بسته میشوند و یکدیگر را در طرفین میپوشانند

صفحۀ اتصالی بدون شکاف جوش داده شده است.

پنس جراحی:
در حالت بسته، جلوی آن کاملاً بسته است، دندانهها در یکدیگر گیر میکنند و هیچ فاصلهای بین آنها باقی نمیماند.

انحنای مساوی آروارهها
بدون لبه در حالت بسته
دندانهها هنگام باز یا بسته شدن در یکدیگر قلاب نمیشوند یا نمیچسبند
عملکرد:
پنس به صورت الاستیک بسته میشود و این امر، از نقطۀ روی کل پروفایل دندانه شروع میشود

پروفایلهای دندانه متقارن و متناسب با یکدیگر هستند ☐

پین راهنما:
پین راهنمای اختیاری گرد است؛ به صورت مرکزی در سوراخ هدایت میلغزد یا با بستن و باز کردن پنس گیر نمیکند.

عملکرد یکنواخت پنس از طریق تحمل ضخامت آروارهها، محدودۀ باز شدن آرواره و تحمل نیروی بسته شدن حاصل میشود. این امر، از طریق انطباق دادههای نمایش داده شده در جدول زیر تضمین میشود:
| طول | طول آرواره | عرض آرواره | ضخامت آرواره | دهانۀ آرواره | نیروی بستن | برآورده شده |
| میلیمتر | میلیمتر | میلیمتر | میلیمتر | میلیمتر | گرم | |
| 130 | 8/0 ± 13 | 2 | 3/1 | 1 ± 16 | 20 ± 205 | ☐ |
| 130 | 8/0 ± 13 | 5/3 | 2/1 | 1 ± 16 | 40 ± 330 | ☐ |
| 145 | 1 ± 15 | 3/2 | 3/1 | 5/1 ± 18 | 20 ± 205 | ☐ |
| 160 | 1 ± 16 | 4/3 | 6/1 | 5/1 ± 19 | 40 ± 330 | ☐ |
| 180 | 1 ± 18 | 9/3 | 7/1 | 5/1 ± 21 | 40 ± 380 | ☐ |
| 200 | 2 ± 18 | 2/3 | 7/1 | 3 ± 24 | 30 ± 265 | ☐ |
| 200 | 1 ± 20 | 9/3 | 7/1 | 5/1 ± 23 | 50 ± 420 | ☐ |
| 250 | 1 ± 25 | 1/4 | 7/1 | 2 ± 26 | 50 ± 420 | ☐ |
| 300 | 1 ± 30 | 8/4 | 2 | 2 ± 30 | 50 ± 420 | ☐ |
نیروی بسته شدن را با استفاده از ترازو بررسی کنید.
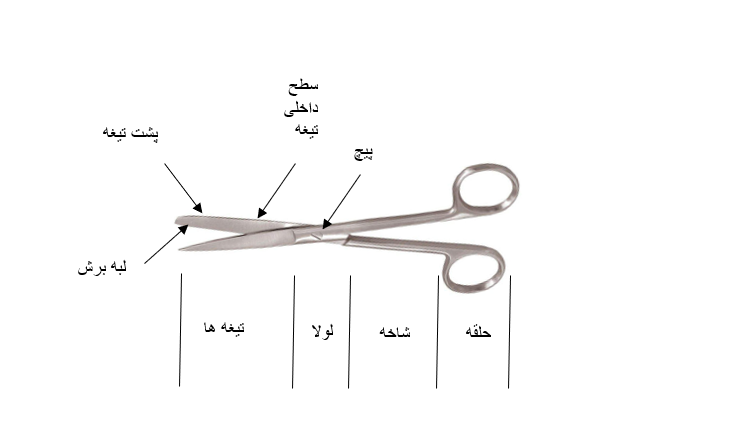
معیارهای آزمایش قیچی جراحی
بخش اداری؛ باید توسط سازنده تأیید شود
کیفیت فولاد: برآورده شده است.
درجۀ فولاد منطبق بر ISO 7153-1
سازگاری شیمیایی برابر است با:
X50CrMoV15 Material-Nr.:1.4116
مقاومت در برابر خوردگی، مطابق با EN ISO 13402
پس از مهار غیرفعالسازی مؤثر شیمیایی قابل تأیید، طبق گزینش ASTM: یک 380-06 انجام شده است
بخش عملی؛ باید توسط کاربر اثبات شود
سطح:
کل سطح باید عاری از سوراخ، سوراخهای ریز، درزها، ترکها، چینخوردگیها، شیارها، پوستههای آهنگری، زغالی شدن سطح، گریس اسیدی و باقیماندۀ مواد ساینده و صیقلی باشد.
نمونههایی از درزها و چینها:
تمام سطح ابزار، از جمله سطح عملکردی باید ظاهری یکنواخت داشته باشد.
برچسب زدن:
مقاوم در برابر خوردگی، ضد سایش و خوانایی مناسب
شکل:
یکنواختی باید تضمین گردد تا هدف استفاده از هر ابزار ایمن شود.
وقتی قیچی بسته است (هنگامی که سطوح داخلی شاخهها کاملاً در تماس با یکدیگر هستند)، نوک تیغهها همخوانی دارند (طول تیغهها یکسان است).

پیچ در حین تمامی حرکات قیچی محکم است.
آرایش سر پیچ و دندانهها با شکل ناحیۀ اتصال مطابقت دارد و خیلی کوتاه، خیلی بلند یا خیلی تیز نیست.

پیچ اتصال پرچ نشده است.

پیچ اتصالی در مرکز قرار دارد.
لبهها در ناحیۀ اتصالی پخ هستند.

لبههای برش، مستقیم و بدون ترک، شیار یا تغییر شکل هستند.

تست عملکردی:
حرکت (بدون هرگونه نیروی کششی یا انتقال فشار جانبی از طریق شاخهها) تقریباً از حدود یک سوم تیغۀ نه چندان شل و نه چندان سفت و در هر صورت یکنواخت، آغاز میشود. ☐
عملکرد بسته شدن:
شاخهها را تا 90 درجه باز کنید.
شاخۀ افقی را رها کنید.
باز شدن آروارۀ باقیمانده، مکان شروع برش قیچی را نشان میدهد.

تست برش:
مواد تست را متناسب با طراحی قیچی انتخاب کنید.
| مادۀ تست | تعداد لایهها | تخصیص |
|
پانسمان گازی پنبهای یا دستمال کاغذی یا پارچۀ کشباف |
1 | ریزقیچی یا قیچی پر (feather) |
| 2 | قیچی ظریف بافت یا عروقی | |
| 5 | قیچی تشریح یا جراحی | |
| 8 | قیچی بانداژ، GI و استخوان |
در طول آزمایش برش یا حرکت، هیچ فشار یا کشش طبیعی را از طریق شاخههای روی تیغهها اعمال نکنید (مشکل چپ دستها). برشهای بدون وقفه را در جهت اریب و در جهت بافت پارچه انجام دهید. قیچی نباید گیر کند.
تست برش در صورتی مؤفق است که حداقل دو سوم طول لبه (با شروع از نوک) به طور یکنواخت و بدون پارگی، گیر کردن، کشیدن یا فشار بریده شده باشد.
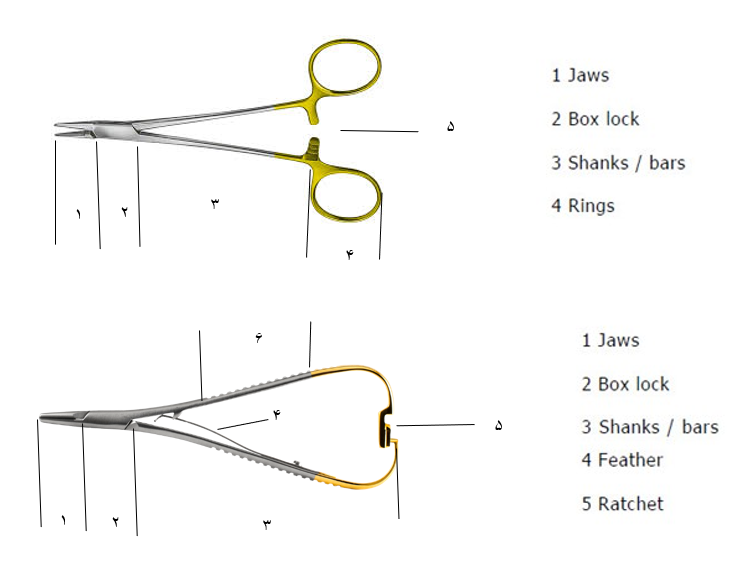
معیارهای تست نگهدارندۀ سوزن با درجهای کاربید تنگستن
بخش اداری؛ باید توسط سازنده تأیید شود
کیفیت فولاد (غیر از درج کاربید تنگستن): برآورده شده است.
درجۀ فولاد، منطبق بر ISO 7153-1
سازگاری شیمیایی برابر است با:
X50Cr13 Material-Nr.:1.4021
مقاومت در برابر خوردگی، مطابق با EN ISO 13402
پس از مهار غیرفعالسازی مؤثر شیمیایی قابل تأیید، طبق گزینش ASTM: یک 380-06 انجام شده است
بخش عملی؛ باید توسط کاربر اثبات شود
سطح:
کل سطح باید عاری از سوراخ، سوراخهای ریز، درزها، ترکها، چینخوردگیها، شیارها، پوستههای آهنگری، زغالی شدن سطح، گریس اسیدی و باقیماندۀ مواد ساینده و صیقلی باشد. ☐
نمونههایی از درزها و چینها:
تمام سطح ابزار، از جمله: سطح عملکردی باید ظاهری یکنواخت داشته باشد
درز لحیم شده به طور پیوسته بسته است و فاقد سوراخهای ریز، نقاط و لکه است؛ سطح داخلی عاری از فلز لحیمکاری است


روکش طلا برای شناسایی درجهای فلزی سخت، یکنواخت و بدون سوراخ است.
برچسب زدن:
مقاوم در برابر خوردگی، ضد سایش و خوانایی مناسب
شکل:
یکنواختی باید تضمین گردد تا هدف استفاده از ابزار ایمن شود.
لبههای آرواره تا سطح دندانهها بدون سوراخ هستند.

پروفایلها متقارن بوده و به صورت یکنواخت بسته میشوند.

نوک آرواره، لبههای آرواره، گردن آرواره و پروفایل به سمت داخل گرد شدهاند (بازرسی بصری و لمسی برای اطمینان از عدم گرفتن یا کشیدن پوست).

عملکرد:
قسمتهای آرواره ابتدا در نوک (بدون فشار بسته شدن) به یکدیگر میرسند.
آروارهها به صورت فنر مانند در حداقل 2/3 طول آرواره بسته میشوند و ضامن قفل تا آخرین کلیک به یکدیگر فشار داده میشود.
پروفایل درجها یکدست و بدون ترک است.

نوکهای هرمی درجهای کاربید تنگستن در هنگام بسته شدن به طور کامل با یکدیگر درگیر میشوند.
قسمتهای آروارهای متقارن هستند و یکدیگر را به طور کامل میپوشانند.

هنگامی که قطعات قفل ضامن بدون فشار به هم میرسند، قسمتهای آرواره در نوک به یکدیگر میرسند. نباید شکافی در نوک آرواره وجود داشته باشد.

ضامن قفلها هنگام بسته شدن کاملاً تراز هستند، دندانهها کاملاً با یکدیگر درگیر میشوند تا باز شدن ضامن قفل نگهدارندههای حلقۀ سوزنی با اعمال فشار خفیف بدون ایجاد قلاب را تضمین کنند.

بررسی موقعیت شفتها و حلقهها با قرار دادن روی سطح صاف: موقعیت موازی حلقهها.
شفتها و حلقهها نباید خم شوند (برای اینکه نگهدارندۀ سوزن به طور ناخواسته باز نشود).
قفل جعبه:
بدون تکان خوردن و شل شدن در هیچ موقعیتی (این موضوع را با حرکت دادن شفتها به سمت بالا و پایین یکدیگر بررسی کنید).
حرکت مکش (نگهدارندۀ سوزن نباید با وزن خود بسته شود) در هر موقعیت.
نگهدارندۀ سوزن با قفل جعبه: قفل باز با پخ زاویۀ 45 درجه نسبت به شفتها و آروارهها

پخ مثلثی شکل در دو طرف جعبه





